Multi Jet Fusion (MJF) technology is a 3D printing process exclusive to HP.
In this process, parts are manufactured by spraying melting agents onto thin layers of polymer powder (usually nylon) and then bonding them together using an infrared heat source.
Multijet fusion technology produces functional plastic parts with isotropic mechanical properties that can be used for prototyping or low-volume production of functional parts.
The machine’s printing dimensions enable us to print parts up to 380 x 284 x 380 mm.

HP’s technology has revolutionized the world of additive manufacturing, offering incredible printing speed while maintaining the finest dimensional accuracy. This approach produces functional parts with optimal mechanical and thermal properties. This enables us to create complex, low-porosity parts in short production runs.

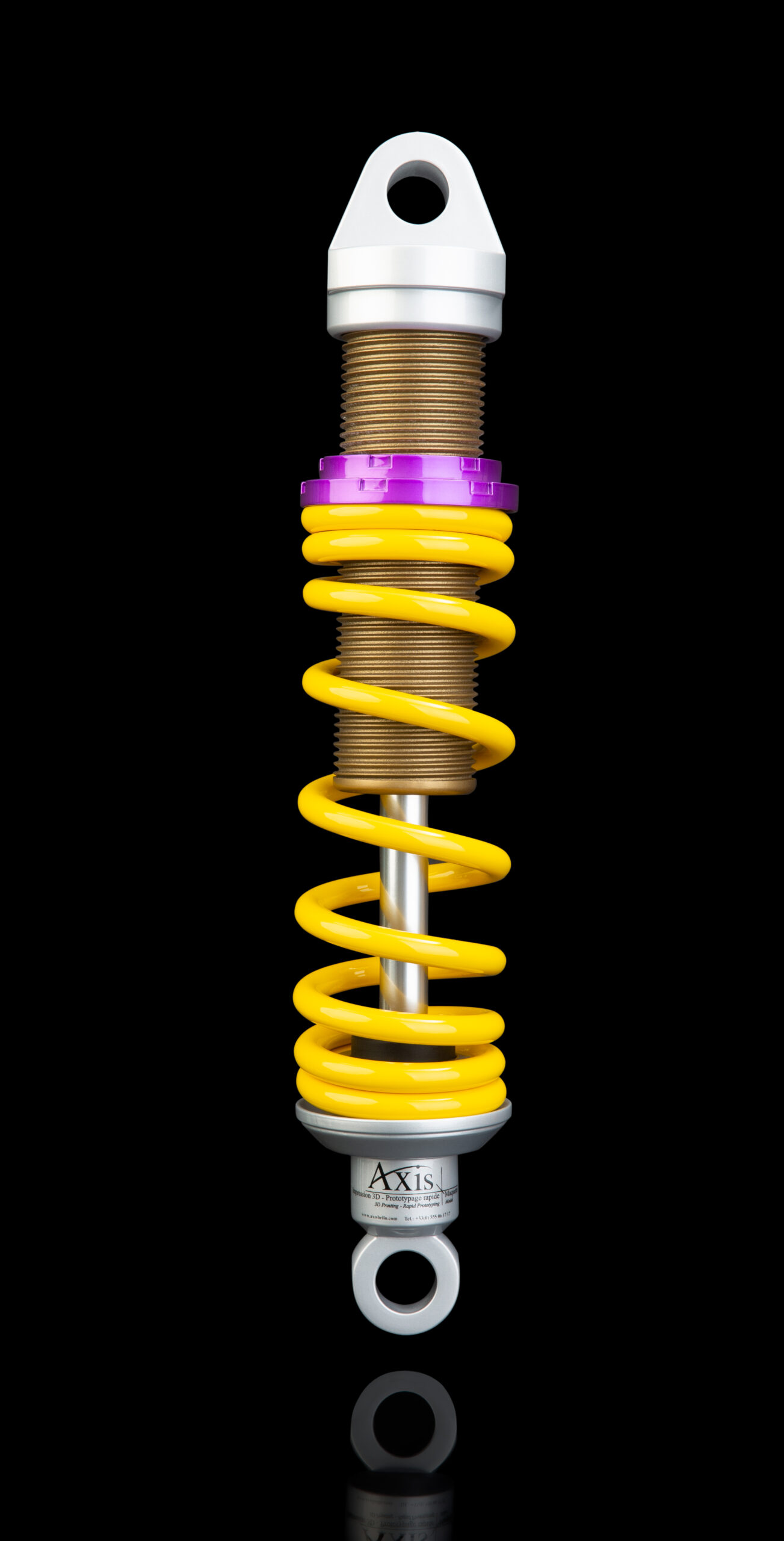




At Axis, we use Multijet Fusion mainly with PA12. The material is characterized by good elasticity and high impact resistance. In addition, polyamide offers excellent resistance to chemicals such as hydrocarbons, oils and solvents. It combines strength and durability to produce robust, long-lasting prototypes. Find out more on the
material sheet
. The parts produced will have a slightly grainy, grey appearance in their raw state. You can consult the list of possible finishes below to give your room the perfect finish.
We can finalize your project with :
For the dimensions of your parts, we are able to comply with standard NFT 58-000 normal class.
For your 3D printing projects using Multijet Fusion technology, please allow 2 to 4 working days depending on the size and finish chosen. For low volume production, please contact us for a precise lead time based on your parts and quantities.
For the design of your parts, plan for a minimum wall thickness of 0.7mm. If you’re making hollow parts, then use 3mm walls and 20mm diameter exhaust holes to remove unsintered powder. If in doubt, please contact us or send us your part for a pre-production study.
Tolerances: allow ±0.2mm or ±0.2% variation between the 3D file and the finished part. Please note, however, that due to the high temperatures in the powder tray during the printing stage, shrinkage and warping may occur. Parts are generally cooled slowly to limit these phenomena. Large, flat surfaces are most at risk. For large, flat, linear sections, we recommend adding ribs to increase rigidity.
HP Multi Jet Fusion technology produces high-quality, functional parts at production speeds up to 10 times faster than other 3D printing technologies.
HP’s Multijet Fusion technology produces parts in two large, rapid passes over the entire work surface for high-speed part production. The process begins by applying a layer of material to the worktop.
In one continuous pass in the opposite direction, the printer deposits fusing and detail-finishing agents over the entire work surface. This passage combines printing with fusion energy, completing the process.
HP’s proprietary architecture is capable of depositing 30 million drops per second on each inch of layer width, offering extreme dimensional accuracy and precision to produce truly functional parts.

At Axis, we use 2 HP4210 Multijet fusion to meet growing customer demand (printer on left in photo). But the printer itself isn’t enough, as it needs a cooling and de-soldering station (in the middle of the photo), to allow the part to cool slowly after printing. This is also where the consumable (nylon powder) is recovered, to be reused for the next part.
To find out more about our other additive manufacturing production resources, please visit our our machines page.
Need a quote or information on rapid prototyping?
Ask us for a quick quote or call us on +33 (0)5 55 06 17 17